
















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

หมายเลขรุ่น: FT-HJ-10
แบรนด์: เฟยตู
สถานะ: ใหม่
บริการที่ไม่อยู่ภายใต้การรับประกัน: การสนับสนุนทางออนไลน์
สถานที่ให้บริการในพื้นที่ (มีร้านบริการในต่างประเทศในประเทศใดบ้าง): ไม่มี
ที่ตั้งโชว์รูม (มีห้องตัวอย่างในต่างประเทศในประเทศใดบ้าง): ไม่มี
การตรวจสอบโรงงานวิดีโอ: ให้
รายงานการทดสอบทางกล: ให้
ประเภทการตลาด: สินค้าใหม่ 2020
ระยะเวลาการรับประกันส่วนประกอบหลัก: 1 ปี
ส่วนประกอบหลัก: บมจ, เครื่องยนต์, การแบก, กระปุกเกียร์, เครื่องยนต์, ภาชนะรับความดัน, เกียร์, ปั๊ม
สถานที่กำเนิด: ประเทศจีน
ระยะเวลารับประกัน: 1 ปี
บรรจุภัณฑ์: กล่องไม้
ผลผลิต: 10000 per hour
การเดินทาง: Ocean,Optional
สมุฏฐาน: จีน
สนับสนุน: Factory direct supply
ใบรับรอง: CE
HS Code: 84659400
ท่าเรือ: ShenZhen
ชนิดการชำระเงิน: T/T
Incoterm: FOB
ในช่วงไม่กี่ปีที่ผ่านมาวิธีการทางเทคโนโลยีที่สำคัญของการเชื่อมด้วยอัลตราโซนิกได้ดึงดูดความสนใจของผู้ประกอบการผลิตสารเคมีอย่างรวดเร็ว สถานประกอบการผลิตเคมีหลายแห่งกำลังลงทุนต้นทุนและทรัพยากรเพื่อแนะนำการประมวลผลอัลตราโซนิกขนาดใหญ่และการเชื่อมอุปกรณ์พิเศษ สำหรับผลิตภัณฑ์พลาสติกประเภทต่าง ๆ หรือผลิตภัณฑ์อื่น ๆ หากองค์กรการผลิตและการแปรรูปเลือกวิธีการอัลตราโซนิกสำหรับการประมวลผลและการเชื่อม หมายความว่าสามารถประหยัดค่าใช้จ่ายส่วนใหญ่ของการเชื่อมและในเวลาเดียวกันก็สามารถมั่นใจ ที่สามารถผลิตผลิตภัณฑ์เชื่อมสำเร็จรูปที่มีความแข็งแรงสูงและได้มาตรฐานคุณภาพการเชื่อม ในกระบวนการนี้ ช่างเทคนิคต้องควบคุมและปรับความดันของหัวเชื่อมแบบเรียลไทม์ เพื่อหลีกเลี่ยงอันตรายที่ซ่อนเร้นจากความปลอดภัยและคุณภาพของผลิตภัณฑ์การเชื่อมที่เกิดจากการควบคุมแรงดันของหัวเชื่อมไม่ได้ และเพิ่มผลการควบคุมคุณภาพการเชื่อมผลิตภัณฑ์โดย รวมพารามิเตอร์กระบวนการเชื่อมอัลตราโซนิกสถานะการทำงานของอุปกรณ์กระบวนการเชื่อมและปัจจัยกระบวนการเชื่อมเพื่อให้แน่ใจว่าผลิตภัณฑ์สำเร็จรูปที่ได้จากการเชื่อมเป็นไปตามมาตรฐานประสิทธิภาพของผลิตภัณฑ์ของการปิดผนึกและความสมบูรณ์
หลักการทางเทคนิคพื้นฐานของการเชื่อมด้วยอัลตราโซนิก
การเชื่อมด้วยอัลตราโซนิกคือการแปลงกระแสของความถี่เฉพาะเป็นพลังงานไฟฟ้าผ่านเครื่องกำเนิดอัลตราโซนิก ในกระบวนการนี้ พลังงานไฟฟ้าความถี่สูงที่แปลงแล้วจะถูกแปลงเป็นการเคลื่อนที่เชิงกลของความถี่เดียวกันอีกครั้งผ่านทรานสดิวเซอร์ จากนั้นการเคลื่อนที่เชิงกลจะถูกส่งไปยังหัวเชื่อมผ่านชุดอุปกรณ์แตรที่สามารถเปลี่ยนแอมพลิจูดได้ หัวเชื่อมจะส่งพลังงานการสั่นสะเทือนที่ได้รับไปยังข้อต่อของชิ้นงานที่จะทำการเชื่อม ในพื้นที่นี้ พลังงานสั่นสะเทือนจะถูกแปลงเป็นพลังงานความร้อนโดยแรงเสียดทาน เพื่อละลายพลาสติกและบรรลุเป้าหมายของการแปรรูปผลิตภัณฑ์และการเชื่อม
ในปัจจุบัน อัลตราโซนิกสามารถใช้ได้ไม่เฉพาะในการเชื่อมเทอร์โมพลาสติกแบบแข็งเท่านั้น แต่ยังสามารถใช้ในการแปรรูปผ้าและฟิล์มได้อีกด้วย ส่วนประกอบหลักของระบบการเชื่อมด้วยอัลตราโซนิก ได้แก่ เครื่องกำเนิดอัลตราโซนิก อุปกรณ์รวมของทรานสดิวเซอร์ (แตรหรือหัวเชื่อม) อุปกรณ์แม่พิมพ์และโครง ขั้นตอนการทำงานพื้นฐานของการเชื่อมด้วยอัลตราโซนิกคือ: การเชื่อมแบบเสียดทานการสั่นสะเทือนเชิงเส้นใช้พลังงานความร้อนจากแรงเสียดทานที่สร้างขึ้นบนพื้นผิวสัมผัสของชิ้นงานสองชิ้นที่จะเชื่อมเพื่อหลอมพลาสติก พลังงานความร้อนมาจากความดันบางอย่าง ชิ้นงานเคลื่อนที่ไปมาด้วยการกระจัดหรือแอมพลิจูดที่แน่นอนบนพื้นผิวอื่น เมื่อถึงระดับการเชื่อมที่คาดไว้ การสั่นจะหยุด ในเวลาเดียวกัน แรงกดจำนวนหนึ่งจะยังคงถูกนำไปใช้กับชิ้นงานทั้งสองเพื่อทำให้เย็นและแข็งตัวส่วนที่เชื่อมที่เพิ่งเชื่อมเพื่อสร้างการรวมกันที่ใกล้ชิด
ปัจจัยที่มีอิทธิพลต่อความแข็งแรงของแรงดันเชื่อมอัลตราโซนิก
หากวัสดุการผลิตทางเคมีที่เกิดจากการเชื่อมด้วยอัลตราโซนิกต้องการบรรลุผลของการหลอมที่สมบูรณ์ หลักการสำคัญคือการควบคุมความแรงของแรงดันของระบบการเชื่อมด้วยอัลตราโซนิกอย่างสมเหตุสมผล และให้แน่ใจว่ามีการเชื่อมต่ออย่างแน่นหนาของวัสดุการผลิตการเชื่อมที่หลอมละลาย อย่างไรก็ตาม ในกระบวนการทั้งหมดของการเชื่อมด้วยคลื่นเสียงความถี่สูง ระบบเชื่อมอาจมีแรงกดสูงหรือต่ำ โดยเฉพาะอย่างยิ่ง สำหรับแรงเชื่อมต่ำ ผลลัพธ์ที่สำคัญที่สุดที่เกิดจากแรงเชื่อมต่ำคือ ชิ้นส่วนที่เชื่อมไม่ถึงระดับของการรวมกันอย่างใกล้ชิด และวัสดุเชื่อมในสถานะหลอมเหลวไม่สามารถยึดติดอย่างแน่นหนาได้ ผลที่ตามมาของการบำบัดด้วยการเชื่อมที่ไม่พึงประสงค์ข้างต้นสามารถเรียกได้ว่าเป็นปรากฏการณ์การเชื่อมที่ผิดพลาด ในทางตรงกันข้าม สำหรับระบบควบคุมอัตโนมัติของการเชื่อมด้วยคลื่นเสียงความถี่สูง หากปรับความแรงของแรงดันในการเชื่อมให้มากเกินไป ความเสี่ยงที่จะเกิดการแฟลชหรือการเสียรูปของส่วนเชื่อมจะสูงขึ้น ดังนั้นจึงสามารถตัดสินได้ว่าแรงกดของหัวเชื่อมในการทำงานของระบบเชื่อมจะส่งผลโดยตรงต่อผลการขึ้นรูปและคุณภาพของผลิตภัณฑ์เชื่อม
ความผันผวนของแรงดันหัวเชื่อมจะส่งผลกระทบต่อกระบวนการทั้งหมดของการเชื่อมด้วยอัลตราโซนิก โดยเฉพาะอย่างยิ่ง เมื่อเลือกและตั้งค่าพารามิเตอร์การรักษาการเชื่อมวัสดุอัลตราโซนิก ช่างต้องควบคุมปัจจัยของแรงดันหัวเชื่อมอย่างเคร่งครัด ตรวจสอบให้แน่ใจว่ามาตรการและแนวปฏิบัติของการปรับแรงดันหัวเชื่อมนั้นใช้เพื่อส่งเสริมการรวมชิ้นส่วนเชื่อมผลิตภัณฑ์อย่างใกล้ชิด และบันทึกอย่างมีประสิทธิภาพ เวลาและค่ารักษารอยเชื่อม ในอนาคต ตามการปรับปรุงทางเทคนิคและการเปลี่ยนแปลงในด้านนี้ ช่างเทคนิคควรปรับความแรงของหัวเชื่อมและปัจจัยความดันในการเชื่อมโยงของการประมวลผลอัลตราโซนิกและการเชื่อมแบบเรียลไทม์ รวมกับวิธีการทางเทคนิคในการควบคุมการเชื่อมด้วยอัลตราโซนิกที่ใช้ข้อมูลเป็นหลัก ความปลอดภัยของผลิตภัณฑ์เชื่อมและชดเชยข้อบกพร่องของผลิตภัณฑ์การเชื่อมอย่างมีประสิทธิภาพ




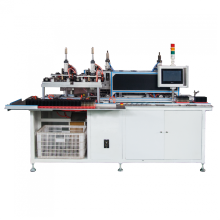
ประเภทผลิตภัณฑ์ : เครื่องผลิตไฟแช็ก













Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.